在線客服
在線客服




寶泉抽水蓄能電站人工砂石加工系統位于壩址下游左側緊鄰龜山滑坡體坡地上,依地形階梯式布置,總高差約15m³,占地面積約1.6萬m²。系統主要承擔電站上水庫工程壩體和庫盆填筑所需碎石排水層料(D =100mm)、墊層料(D=80mm)、反濾料(D=6 0、20mm兩種規格),以及約11萬mm³混凝土 噴護混凝土所需骨料的生產任務。按大壩填筑強度及混凝土澆筑強度計算,砂石系統生產處理能力為240t/h,其中人工砂生產能力不小于60t/h 。根據工程使用要求,砂石系統以生產填筑料為主,同時也生產三級配混凝土骨料。砂石系統由龜山灰巖石料場、龜山進場道路R 2 路及系統進料道路、受料平臺、粗碎車間、預篩分車間、中碎車間、篩分車間、細碎車間(制砂)、半成品堆場、混凝土骨料成品堆場、填筑料成品堆場、給排水工程、廢水處理工程、供配電工程及輔助設施等組成。本文著重介紹砂石加工系統布置情況存在的問題與技術改造。
2 砂石加工系統生產工藝流程及布置情況
砂石加工系統生產設計工藝流程見圖1,系統平面布置見圖2。寶泉抽水蓄能電站人工砂石料加工系統主要加工設備見表1。
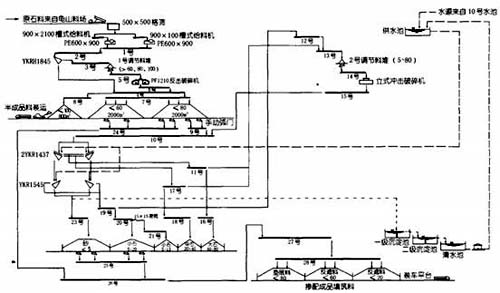
砂石加工系統生產設計工藝流程
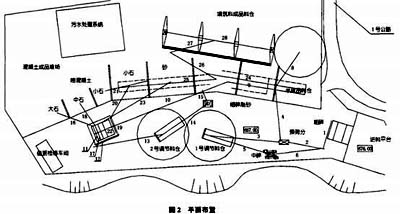
砂石加工系統系統平面布置
2.1 粗碎車間生產系統
爆破開采小于500mm的石料用反鏟裝車,汽車運輸至受料平臺,采用裝載機倒入受料 坑。受料坑底部布置有2臺G Z D1000×3600型振動給料機,2臺PE600×900型顎式破碎機給料機將石料供給顎式破碎機破碎成小于150mm 的石料后,由1~2 號膠帶輸送機(B =1000mm)運至預篩分車間。其流程為裝載機裝料一進受料坑一振動機給料一顎式破碎機破碎一1、2號膠帶機輸送一車間預篩分。
2.2 預篩分、中碎車間生產系統
由于半成品料最大粒徑有100、80、60mm共3種,在預篩分車間設置3 種不同規格的篩網,生產不同的半成品料時采用相應的篩網。

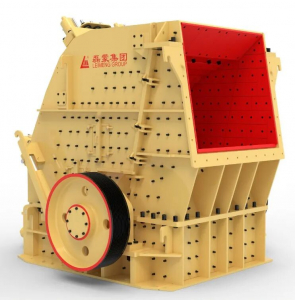
人工砂石料加工系統顎式破碎機、反擊式破碎機等主要設備
由2號皮帶機輸送 的粗碎料經YK1845振動篩篩分處理,粒徑1130、80mm或60mm以上的超徑粗碎料經3號皮帶機運送到1號調節料堆,調節料堆的料再經廊道下的弧形門輸送到5號皮帶, 經褲衩式溜槽進入PF1210反擊式破碎機( 2臺)中碎,中碎料由6號皮帶機輸送到2 號皮帶機, 再經預篩分形成閉路循環。粒徑小于 1 0 0 、8 0 m m或60mm破碎料經預篩分底部漏斗、4 號皮帶機輸送至4 號皮帶機機頭褲衩式溜槽,小于80、60 mm破碎料經溜槽、7號皮帶機輸送進入半成品料堆,100mm破碎料經溜槽、8號皮帶機輸送進入排水料料堆。
半成品料倉總容積約5000mm,其中活容積約2700mm,可滿足生產高峰期3d的用料量,料倉下面設3.5mm(寬)×3.1 m (高)廊道,配置6臺手動弧門,半成品骨料由手動弧門供給9號膠帶機一10號膠帶機運往篩分車間,或經24號皮帶機輸送至26號皮帶機與小石、 砂摻配生產墊層料、反濾料。
2.3 篩分車間生產系統
在80mm蚰半成品料堆下設置廊道,廊道下布置2臺手動弧門、9號皮帶機,破碎后的半成品料經手動弧門、9、1 0號皮帶機輸送到篩分車間進行篩分分級處理。篩分共設2組4臺2YKR1437、YKR1545 圓振動篩,半成品料經篩分后產生4種粒徑料:大石(80~40mm)、 中石(40—20mm)、小石( 20~5mm )和砂(<5mm),其中大石通過1 1 號和1 6號皮帶機運輸堆存于成品料堆,或通過11號可逆皮帶機,經13號皮帶機輸送進入2號調節料倉;中石通過17、18號皮帶機運輸堆存于成品料堆,或通過17號可逆皮帶機,經13號皮帶機輸送進入2號調節料倉;小石通過19、20號和21號皮帶機輸送到成品料堆,并在20號皮帶機機頭安裝15 mmx15 m m活動篩網,將少部分15~5mm的小石篩到21號皮帶機運送到15~5 mm料堆,其余大部分料直接溜到小石料堆,多余小石通過19號可逆皮帶機,經12、13號皮帶機輸送進入2 號調節料倉;粒徑小于5mm的破碎料通過溜槽進入22號和23號皮帶機運輸堆存于成品料堆。
2.4 細碎制砂車間生產系統
為了調節骨料級配和滿足制砂要求,采用細碎制砂工藝。利用成品篩分后產生的多余的大石、中石和部分小石進行細碎、制砂,補充小石、砂含量。細碎、制砂原料通過2號調節料堆廊道下的手動弧形門,經14號皮帶機輸送到VSI 2000立式沖擊破碎機破碎,破碎的料經15號皮帶機輸送到10號皮帶機并經篩分車間進行篩分處理 , 形成細碎制砂加工閉路循環。
2.5 填筑料摻配生產系統
在2 4 號皮帶機安裝 1 臺電子膠帶秤進行半成品料的秤量,2 5號皮帶機安裝 2臺電子膠帶秤,分別進行小石、砂的秤量,對摻配含量進行控制。半成品料經廊道下的弧形門、 2 4號皮帶機運送到2 6號皮帶機,同時小石、砂經廊道下的弧形門、25號皮帶機運送到26號皮帶機與半成品料進行混合,混合料由26、2 7號皮帶機輸送到28號棧橋式移動皮帶機, 再由28號皮帶機輸送堆存于填筑料成品堆場,混合料在皮帶機輸送過程中完成均勻摻配。
2.6 成品裝運
在660.50m高程設置混凝土骨料成品堆場和填筑料成品堆場,混凝土成品骨料采用裝載機直接裝料到混凝土系統配料斗,填筑成品料采用裝載機裝車。
3 砂石加工系統存在的問題與改進措施
3.1 混凝土砂石骨料生產
寶泉人工砂石系統從2004年10月份開始安裝,12月份安裝調試結束,調試后進行了試驗性生產。生產的骨料級配及強度均能滿足需求,因系統在加工工藝方面采用細碎與篩分構成閉路特點,骨料生產級配可隨意調整,根據各級骨料需用量的多少進行生產, 亦可根據各級成品料堆料情況安排生產,如各級骨料均已滿倉時,可將80mm以下多余骨料作原料安排進行細碎、制砂,以滿足各種規格骨料需要和堆場儲備需要。但生產的小石(520mm) 遜徑含量偏高,經分析,將振動篩原5mm×5mm孔徑更換為 6 mm X 6mm孔徑方法處理,增加小石過篩率,減少遜徑料含量。另人工制砂細度模數偏大,石粉含量超標,針片狀顆粒含量多,為滿足砂石骨料質量要求,經研究對砂石系統進行技術改進,啟用原設計備用方案,增設棒磨機及洗砂機 ,計劃改造設備如表2 。
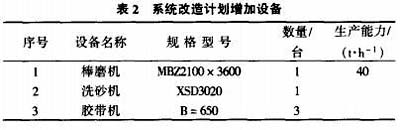
砂石生產系統改造計劃增加設備
根據投標期間資料,系統加工原料為龜山灰巖料。2005年系統準備生產時, 因龜山料源與招標地質資料相比有較大變化,巖性復雜,夾雜大量角礫巖及粉狀料,設計明確龜山開采料不作為砂石系統混凝土骨料生產原料。故在完成22號皮帶輸送機改造、安裝好洗砂機后,停止了混凝土骨料的生產,增設棒磨機改造計劃取消。
3.2 反濾料( 4C料)生產
因經粗破、中破后的半成品料不符合反濾料(D=60mm)的包絡線要求,小石( 520mm) 含量偏小,設計時采用粗中碎的半成品料與系統生產的小石成品料(5—20mm)按比例摻配生產,摻配時半成品料、小石分別通過24、25號皮帶機向2 6號皮帶機送料,在 2 6號皮帶輸送機上完成摻配, 然后輸送進入填筑料成品堆場。系統設計時4 c反濾料參數如表3 。
施工階段,設計調整 4 c反濾料參數,5mm以下含量為 0,為保證4 c料質量, 調整其生產工藝。將半成品骨料經過 9、1 0號皮帶機送入篩分樓, 篩分樓上層篩網卸除, 保留底部5mm篩網,將小于5mm骨料篩除,5—60mm 料經 l 9、 2 0號皮帶機送入原混凝土骨料成品小石料堆。經檢驗,產品能滿足調整后的反濾 4 c 料指標。但也因調整后的生產工藝,大批量的4 c填筑料生產增加篩分樓負擔,導致 5mm篩網及19、2 0號皮帶機磨損嚴重,經常更換篩網和膠帶,并限制了4 c料的生產強度。
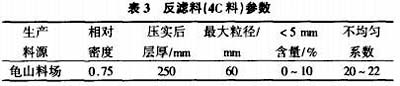
破碎機生產系統中反濾料(4C料)參數
3.3 墊層料 ( 2 A料 ) 生產
墊層料(D =80mm)的生產在系統設計時采用粗中碎半成品料與昆凝土骨料成品料堆的小石、砂按比例摻配生產,摻配時半成品料、小石、砂分別通過2 4 、 2 5號皮帶機向 2 6號皮帶機送料,在2 6號皮帶輸送機上完成摻配,然后輸送進入填筑料成品堆場。系統設計時2 A墊層料參數如表4 。
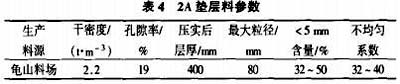
破碎機生產系統中2 A墊層料參數
施工階段,干密度調整為2.22t/m 3,小于 5mm含量調整為25%-39%。因系統取消混凝土骨料生產,墊層料的生產缺少小石及砂摻配料, 根據半成品料細顆粒含量少, 需進一步進行破碎, 增加細顆粒含量。經反復試驗 , 先采用半成品料與部分沖擊破細碎料進行摻配,細顆粒含量偏少;后采用全部半成品料輸送入沖擊破進行細碎, 細顆粒含量又出現超標現象;最后采用半成品在過篩分樓時將5mm以下骨料進行篩除,篩除細骨料作為沖擊破生產墊層料的原料,對沖擊破出機口15號皮帶機頭進行改造,采用溜槽直接連接26號皮帶機,沖擊破生產料經26、27、28 號皮帶機輸送至填筑料成品料場。經檢驗,調整工藝后生產的墊層料各種參數均能滿足設計指標要求。但與4 c反濾料一樣,篩分樓負荷增加對篩網及皮帶輸送機帶來同樣的影響。
另外,針對墊層料落入成品料場容易產生分離的現象,采用堆料堆高不超過4m、在落料皮帶機頭掛緩沖器的方法處理,并及時裝車轉運,在裝車時采用裝載機適當摻拌使其均勻。
3.4 環保控制
為滿足環境保護、廢水處理要求,在鄂破、反擊破、沖擊破增設噴水裝置,噴水霧,控制灰塵排放,但反擊破、沖擊破對含水率相對較為敏感,當含水率為5%~10%時,原料中的細顆粒不容易破碎,并且容易造成粘附破碎腔護板,使產砂率降低,對設備造成破壞;當含水率小于2%時,揚塵污染嚴重,含水率應控制在2%-5%為宜。在預篩分、篩分樓增加振動篩水沖洗工序和廢水排放管道,控制篩分揚塵。采用輪斗式洗砂機進行洗砂,將顆粒度大于0.15 mm砂粒沉入槽底 由斗輪輸送到皮帶排出; 粒徑小于0.15mm的砂粒,隨水流溢流排出,再將廢水排放至污水處理系統 。
3.5生產原料控制
在系統生產前期,運往砂石系統的原料為挑揀的大塊石,系統受料平臺配備液壓破碎錘對塊石進行破碎,確保粒徑小于500mm,能進入給料機和鄂破。由于生產原料粒徑大,級配不連續,無小顆粒,既要占壓1 臺破碎錘,又對系統破碎設備磨損嚴重,而且嚴重降低系統生產能力,并在一定程度上影響填筑料的級配曲線。經研究 ,對龜山開采石料, 采取通過調整爆破參數(采用過渡料爆破參數,D =300mm )的方法,有效控制系統生產原料的粒徑、級配。
4 結語
砂石系統經多項改造后,系統生產能力有較大提高,且環境污染也得到較大控制。系統原生產強度為2.4萬m 3/月,改造后最高月產量達4.2萬m³/月。填筑料供應滿足了工程進度需要。
本系統出現的各方面問題及改進措施,為類似工程建造砂石系統提供了借鑒經驗。
(1)本工程為堆石面板壩,系統主要承擔填筑料的生產任務,在設計系統時應盡早取得施工期填筑料的包絡曲線、參數,為系統設計提供依據。
(2)生產原料為沉積灰巖,巖性、力學性能各向異性,易產生針片狀顆粒,針對類的生產原料,在生產工藝及設備選型上進行改進, 經粗碎后骨料全部進入反擊破進行二次破碎,再進行預篩分;因立式沖擊破細碎后砂子的細度模數偏大,如采用立式沖擊破進行細碎制砂,需另配備棒磨機調節砂子細度模數。
(3)考慮料場送料與喂料為單獨的兩個環節,及料場送料的不均勻性,受料平臺以能容納6—8 h 生產原料的備料場地為宜。
(4)充分考慮系統生產強度與填筑料施工強度、混凝土骨 料需求強度的關系,為避免強度疊加超過系統生產能力,破碎設備選型時可考慮填筑料備料時問,利用填筑施工低峰期進行生產備料,避免填筑施工與混凝土施工強度疊加高峰系統不能滿足需求。
(5)高度認識砂石系統科學管理的重要性,砂石系統設備設計原理基本是靠預損件與巖石撞擊或擠壓進行生產的,設備的維修、保養尤為重要,按使用說明需做到按時保養、及時維修更換預損件,對系統進行科學管理,確保系統有效生產時間。

 :2242538890 2233515786 280327213 技術::497398702
:2242538890 2233515786 280327213 技術::497398702  MSN:
MSN:

豫公網安備 41010502002251號
掃破碎機網微信公眾號-閱讀行業最新資訊