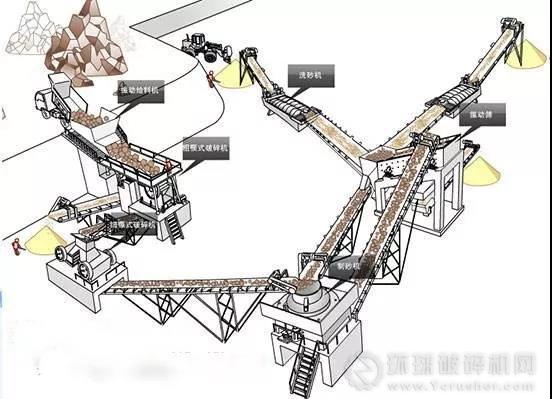
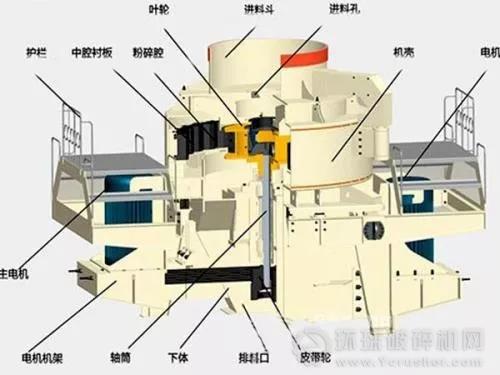
制砂機做為生產人工機制砂的核心設備,在冶煉、建材、公路、鐵路、水利和化學工業等眾多部門種有著廣泛的應用。在制砂機的生產過程中,難免會出現問題。如果不能及時解決,會直接影響經濟效益。尤其是如今河砂禁采,砂價高漲的情況下,如果不能及時維修故障,會帶來更多的損失。今天,小編分享制砂機生產過程中可能會遇到的一些常見故障及解決辦法,提前收藏,遇到了可以迅速的解決。
制砂機產生異常震動
故障原因:
齒輪嚙合不完整或受損嚴重;
地腳連接螺栓或大齒輪連接螺栓松動等。
解決辦法:
進行齒輪間隙調整;
更換磨損軸承或齒輪零件;
重新緊固地腳松動螺栓。
電動機電源不穩定
故障原因:
制砂機主軸承潤滑性差,靈活性降低,給料器松動、排料濃度過高、齒輪和臥式筒體
襯板磨損嚴重或者設備電動機電路故障都有可能造成制砂機的電動機電源不穩定。
解決辦法:
應及時對轉動軸承添加潤滑油劑,調整更換磨損的齒輪和襯板裝置,檢修電動機電路,排除設備故障。
制砂機產生強烈的撞擊聲
故障原因:
制砂機工作時若齒輪間混入異物或齒輪松動打齒時,會使設備產生強烈的撞擊聲,當轉動軸承或基礎上的鏈接螺栓松動時也會出現這種現象。
解決辦法:
此時需要停機檢查,將異物取出并更換磨損的齒輪,擰緊連接螺栓。
主軸承過熱,產生異常
主軸承是設備工作的重要部件,在安裝時要軸承安裝正確,軸承中不可進入雜質,給砂量不可過多或過少,并對主軸承進行定期的潤滑和清潔,避免主軸承在長時間工作時承受較大負荷產生過熱現象或斷電。
制砂機的上下軸承溫度會過高
當制砂機的儀表顯示軸承溫度超過標準時應停機檢查,產生溫度過高的原因有以下幾個方面:
(1)電動機長時間處于超負荷狀態;
(2)主軸承損壞。操作者應注意熟悉軸承運轉時的聲響,如果聲響發生變化,特別是聲響低悶時,表明軸承已經劣化;
(3)軸承潤滑脂缺;
(4)潤滑脂排放槽堵塞,引起軸承箱內的壓力增大,造成潤滑脂失效。
解決方法:
1)適當減小電機負荷。
2)更換損壞的軸承。
3)加注潤滑脂。
4)疏通潤滑脂排放槽。
制砂機振動值過大
制砂機振動開關設定值的上限值對保護設備有著極為重要的作用。當制砂機振動達一定限度時,通過振動開關可以切斷電動機電源起保護作用。制砂機振動過大產生的原因有以下幾個方面:
1)轉子有拋料頭損壞或轉子有不均勻的磨損;
2)轉子內積料不均勻;
3)減振墊損壞;
4)轉子或皮帶輪錐套松動;
5)主軸承損壞;
6)螺栓松動。
解決方法:
1)檢查轉子磨損情況,更換對應的拋料頭;
2)停機查看轉子內積料情況,調整進料速度;
3)更換減振墊;
4)緊固皮帶輪錐套;
5)更換主軸承;
6)緊固松動的螺栓。
設備運行不平穩,機身擺動過大
故障原因:
1)葉輪上的易損件磨損比較嚴重;
2)給料粒度過大;
3)葉輪流道有阻塞物,使進料不均勻而擺動。
解決方法:
1)更換易損件,讓制砂機內部葉輪達到平衡;
2)嚴格控制給料粒度,不能超過設備所允許的最大值;
3)把葉輪流道上的阻塞物取出,經常對
破碎腔進行清掃。
出料粒度變大
故障原因:
1)設備長時間運轉導致傳動部的三角帶松動;
2)進料粒度過大;
3)葉輪轉速不合理,效率變低。
解決方法:
1)調整皮帶松緊度;
2)嚴格按照制砂機進料要求喂料(如果進料過大會造成設備擺動過大,如果進料過小,碰撞破碎不充分也難以達到符合條件的成品砂量);
3)調節葉輪轉速,直至達到理想標準。
軸承運轉不靈活
故障原因:
制砂機的軸承密封蓋內部進入了物料等導致。
解決辦法:
打開密封蓋,清理異物。
制砂機皮帶翻轉
1、說明制砂機皮帶磨損,需更換三角帶。
2、裝配的問題,需將皮帶輪調整在同一平面上。
3、檢查三角帶本身的質量。
電流表異常
1)電流過大的原因:給料量偏大、破碎腔或機座內積料過多、排料斗堵塞、存在機械或電氣故障。
解決方法:適當減少給料量、疏通堵料,查找具體電氣問題。
2)電流過小的原因:給料量太小,驅動帶打滑或存在電氣故障。
解決方法:適當增加給料量,更換驅動帶,查找具體電氣問題。
非正常磨損
1)轉子中的拋料頭尖塊磨損板的不均勻磨損 (偏上或偏下) 大都是由于料板的角度不合理引起的;有時是由于破碎積料過多造成的。
轉子中的積料量和積料特性與拋料頭的使用壽命的長短有著極大的關系,盡量使積料能從轉子的導料板鋪展至拋料頭的嵌頭,這需多次試驗。
2)給料筒和給料套的非正常磨損多半是由于安裝不正確或石料夾在中間而造成的。
制砂設備操作規范
規范的操作不僅能夠保證設備的正常運轉,還能降低故障率,以下簡單介紹制砂設備的操作規范:
開車前檢查渦動腔觀察門是否關緊,以防止河卵石從渦動腔觀察門沖出,發生危險。
檢查葉輪旋轉方向,從入料口方向看,葉輪應逆時針方向轉動,否則應調整電動機接線。
制砂機與輸送設備的啟動順序為:排料→制砂機→給料 。
制砂機必須空載啟動,待運轉正常后方可給料。停機順序與開機順序相反。
入料顆粒嚴格按規定要求,禁止大于規定河卵石進入制砂機,否則,會引起葉輪的不平衡及葉輪過分磨損,基至造成堵塞葉輪通道及中心入料管,使制砂機不能正常工作,發現過大塊入料應及時排除。
排料設備停動時,應及時停止給料,否則,會造成壓死葉輪,燒毀電動機。
給料力求連續均勻。
制砂機運轉過程中,不得有劇烈振動和異常噪聲,否則,應停車檢查。
機器的潤滑:潤滑為干油潤滑方式,采用美孚車用潤脂特級,加入量為軸承空腔的1/2-2/3,制砂機每工作一班時,添加適量潤滑脂。
最近,河砂禁采,砂價高漲。2年前,碎石的價格比砂貴,而如今,砂價比碎石價格貴了一倍不止。這對于機制砂生產廠家來說,無疑是一個機遇。所以,更要保證設備的高效運轉,規范操作、定時保養,以免耽誤生產,影響效益。