在線客服
在線客服




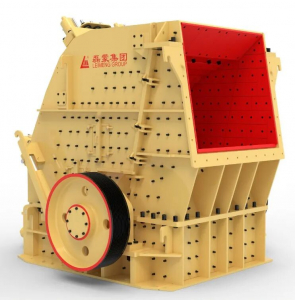
氣孔是鑄造破碎機錘頭時常見的缺陷。產生氣孔的原因有兩種:一是位于錘頭內外表面大小不同的球狀氣泡,其特征是單獨或集聚在一起的孔,內壁較光滑;另一種是分散在錘頭內部,蜂窩狀存在的細小針孔,多半是集中在錘頭較厚的部位,細孔周圍比較完整。
產生氣孔的原因如下:
1.鑄造錘頭時澆注系統設計不正確,金屬液產生渦流,裹入氣體。
2.鑄造錘頭時排氣不良,氣體不能從鑄型中通暢逸出。
3.砂芯或殼芯排氣不良,砂芯或殼芯上沾上水分,氣體未除盡。
4.澆注時金屬流入不均勻或澆注中斷帶入氣體。
防止氣泡產生的方法如下:
1.改進澆注系統設計,頂注改底注
2.鑄造錘頭時清理排氣塞,增加鑄型的排氣道
3.在砂芯上制出必要的排氣道。同時應保證砂芯、殼芯與錘頭鑄型裝配后這些排氣道能與外面大氣相通。
4.砂芯應烘干,干燥的砂芯、殼芯注意不要沾上水分:澆注過程金屬型涂料脫落補涂料后,應注意涂料上水分完全蒸發。
5.澆注時應均勻不得中斷,以免帶入氣體,為了便于鑄型排氣,可采用傾斜澆注。
6.合理地規定與嚴格控制錘頭的澆注溫度。

 :2242538890 2233515786 280327213 技術::497398702
:2242538890 2233515786 280327213 技術::497398702  MSN:
MSN:

豫公網安備 41010502002251號
掃破碎機網微信公眾號-閱讀行業最新資訊